關(guān)鍵詞 |
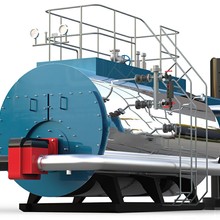
導熱油鍋爐 |
面向地區 |
全國 |
品牌 |
其它 |
鍋爐用途 |
工業(yè)鍋爐 |
安裝方式 |
快裝鍋爐 |
出口壓力 |
中壓 |
加工定制 |
是 |
結構 |
三回程水火管式 |
結構形式 |
臥式 |
燃料 |
燃氣鍋爐 |
燃燒方式 |
室燃爐 |
循環(huán)方式 |
其它 |
樣式 |
臥式 |

| 主營(yíng)行業(yè):燃煤鍋爐 |
| 公司主營(yíng):熱水鍋爐,燃煤鍋爐 |
| 企業(yè)類(lèi)型:個(gè)體經(jīng)營(yíng) |
| 公司成立時(shí)間:2021-10-16 |
| 經(jīng)營(yíng)模式:服務(wù)型 |
| 公司郵編:271000 |
全國鍋爐熱銷(xiāo)信息